wollis flieger seite
|
|
|
|
|
|
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29

Damit beginnt der Bau der Höhenleitwerke. Auch das Biegen der 28mm Alurohre erfordert Übung.

Bis endlich alle Rohre den gewünschten Radius aufweisen sind etliche Meter zwischen 1:1 Plan und Biegeschalone zurückgelegt worden. Wie schon erwähnt - unsere QS ist extrem pingelig....

Hier ist die QS gerade bei der Arbeit. Sie vertraut nicht mal der CNC Fräse...;-)

Alle Rohre, die für die HLW´s erforderlich sind, sind fertig gebogen und beschriftet.
Zwischendurch geht der Bau von einzelnen Formen weiter. Mehr dazu hier.

Die Knotenbleche werden gekantet wo dieses erforderlich ist.

Mit einer Bohrschablone lassen sich die Bohrungen, wie am HLW erforderlich zueinander fluchtend, ausrichten.

Bohrschablonen lassen sich allerdings nur sinnvoll einsetzen wenn nicht gerade der Tisch im Weg ist...
Sollte der Fall wider Erwarten doch mal eintreten ist die Stichsäge ein probates Mittel zum Erfolg:-)

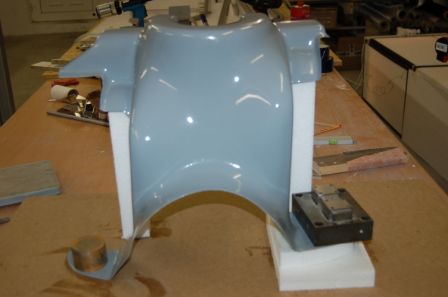
Die Produktion von diversen GFK Teilen läuft parallel.

Sitze, Spinner und Rumpf-/Flächenübergänge werden gefertigt wenn gerade Zeit ist. Was fertig im Regal liegt hält später nicht mehr auf.

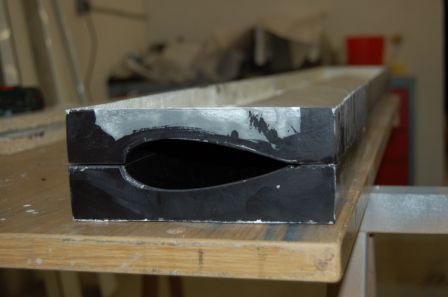
Gleiches gilt für den Formenbau. Bis zum Motoreinbau ist es zwar noch etwas hin, aber die Kühlluftführungen werden irgendwann gebraucht. Leider gibt es die Fa. UL Classics nicht mehr. Deshalb muss jetzt jedes Förmchen selbst gebaut werden. Auch wenn das für jeweils 2 Teile nicht wirklich lohnt, so bietet es doch die Möglichkeit Dinge an den GFK Formen zu ändern und zu optimieren. Das größte Projekt, die neue Cowling, steht uns noch bevor. Hier wird auf jeden Fall die Ölkühlung integriert.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29